क्षेत्र आकार के लिए Alu minum DMLs 3 डी प्रिंटिंग, गोल्डन विद्युत
प्रत्यक्ष धातु लेजर Sintering, धातु चयनित लेजर Sintering (एसएलएस)
प्रत्यक्ष धातु लेजर Sintering (DMLs) एक अत्याधुनिक एडिटिव धातु का निर्माण प्रौद्योगिकी है कि एक 3 डी सीएडी मॉडल जिससे एक .stl फ़ाइल बनाया है और मशीन के सॉफ्टवेयर के लिए भेजा है का इस्तेमाल शामिल है। प्रौद्योगिकी यह पिघलने स्थानीय स्तर पर ध्यान केंद्रित लेजर बीम का उपयोग करके एक ठोस भाग में धातु पाउडर फ़्यूज़। पार्ट्स निर्मित कर रहे हैं additively, परत दर परत आम तौर पर 20 माइक्रोमीटर मोटी परतों का उपयोग। इस प्रक्रिया घंटे में और किसी भी टूलींग के बिना के लिए अत्यधिक जटिल geometries, 3 डी सीएडी डेटा से सीधे बनाया जा करने के लिए पूरी तरह से स्वचालित रूप से अनुमति देता है।
DMLs एक शुद्ध आकार प्रक्रिया, उच्च सटीकता और विस्तार संकल्प, अच्छी गुणवत्ता की सतह और उत्कृष्ट यांत्रिक गुणों के साथ भागों का निर्माण किया। DMLs अपने इंजीनियर एक आवेदन में बनाने डिजाइन द्वारा उनके डिजाइन का अनुकूलन और आंतरिक मार्ग कि वक्र, या एकाधिक टुकड़ा विधानसभाओं एक के रूप में विकसित करने के लिए बनाया गया है।
DMLs, कार्यात्मक धातु प्रोटोटाइप और कम मात्रा में उत्पादन भागों है कि या ताकत कास्ट करने के लिए फौजों भौतिक गुणों में बराबर हैं के निर्माण के लिए एक गुणवत्ता निवेश कास्टिंग के लिए एक सतह खत्म समकक्ष के साथ के लिए पसंद की प्रौद्योगिकी होता जा रहा है।
सामग्री में शामिल हैं: 17-4 और 15-5 स्टेनलेस स्टील, कोबाल्ट क्रोमियम, Inconel 625 और 718, और टाइटेनियम Ti6Alv4। सैद्धांतिक रूप से, लगभग किसी भी मिश्र धातु इस प्रक्रिया को एक बार पूरी तरह से विकसित की है और मान्य में इस्तेमाल किया जा सकता है।
1. DMLs भी कुछ additive विनिर्माण प्रौद्योगिकी में से एक में इस्तेमाल किया जा रहा है
उत्पादन। चूंकि घटकों परत दर परत का निर्माण कर रहे हैं, यह आंतरिक सुविधाओं डिजाइन करने के लिए संभव है और
मार्ग कि या कच्चा नहीं किया जा सकता है अन्यथा मशीनीकृत।
2. पारंपरिक निर्माण तकनीक के साथ तुलना में, DMLs की गति सबसे है
स्पष्ट है क्योंकि कोई विशेष टूलींग की आवश्यकता है और भागों घंटे के एक मामले में बनाया जा सकता है।
3. जटिल geometries और कई घटकों के साथ विधानसभाओं एक साथ कम भागों को सरल किया जा सकता
अधिक लागत प्रभावी विधानसभा। DMLs कास्टिंग की तरह विशेष टूलींग की आवश्यकता नहीं है, तो इसके लिए सुविधाजनक है
कम उत्पादन चलाता है।
4. DMLs प्रोटोटाइप के और अधिक कठोर परीक्षण के लिए अनुमति देता है। चूंकि DMLs सबसे मिश्र उपयोग कर सकते हैं, प्रोटोटाइप अब कर सकते हैं
कार्यात्मक उत्पादन घटकों के रूप में एक ही सामग्री से बाहर कर दिया हार्डवेयर हो।
· धातु भागों, अग्नि परीक्षा भागों, स्थिरता प्रत्यक्ष निर्माण और मॉडल प्रदर्शन परीक्षण।
· नए उत्पादों का विकास।
· क्रिएटिव डिजाइन और संस्कृति, रचनात्मकता, कपड़े, घरेलू सामान और अन्य का प्रदर्शन।
· उत्पाद डिजाइन, उच्च परिशुद्धता इंजेक्शन molds के तेजी से उत्पादन।
· अनुसंधान और प्रत्यारोपण, दांत, खोपड़ी की मरम्मत, कृत्रिम अंग और चिकित्सा के विकास
उपकरण।
प्रत्यक्ष धातु लेजर Sintering के लिए तकनीकी विनिर्देश |
EOSINT एम 280 की तकनीक विनिर्देशों | उपकरण |
बिल्डिंग मात्रा | 250 मिमी x 250 मिमी x 325 मिमी (9.85 x 9.85 x 12.8 में) | 
|
| इमारत मंच | 9.85 x 9.85 x 12.8 में |
लेजर प्रकार | YB-फाइबर लेजर, 200 W अन्य 400 W (वैकल्पिक) |
प्रेसिजन प्रकाशिकी | एफ थीटा लेंस, उच्च गति स्कैनर |
स्कैन गति | अप करने के लिए 7.0 m / s (23 ft./sec) |
चर ध्यान व्यास | 100 - 500 माइक्रोन (0.004 - 0.02 में) |
बिजली की आपूर्ति | 32 ए |
बिजली की खपत | अधिकतम 8.5 किलोवाट / ठेठ 3.2 किलोवाट |
नाइट्रोजन जनरेटर | को एकीकृत |
संपीड़ित हवा की आपूर्ति | 7000 एचपीए; 20 एम 3 / h (102 साई; 706 FT3 / एच) |
आर्गन की आपूर्ति | 4000 एचपीए; 100 एल / मिनट (58 साई; 3.5 FT3 / मिनट) (वैकल्पिक) |
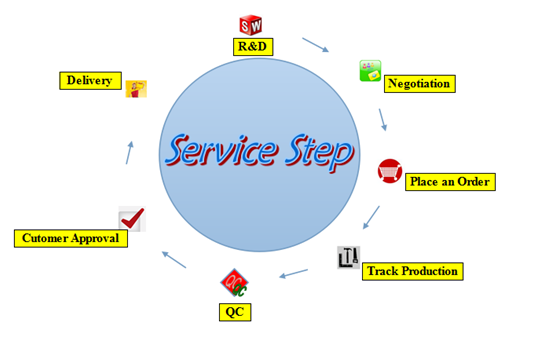
एक परियोजना के लिए सेवा चरण

 आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!
आपका संदेश 20-3,000 अक्षरों के बीच होना चाहिए!